Tartaruga Type SPORT は どの様に造られるのか その1
- 2020.01.14
- タルタルーガ
- Type SPORT, 自転車, 開発

このブログの回覧数ランキングで、常に上位に君臨
しているのが「Tartaruga の値段は高い?」という記事です。
この記事の中で、「Type SPORTがどの様に製作されているか」を、当時の情報をベースに、お話させていただきました。
2019年に、「Ver.1.5」に進化した、Type SPORT の最新バージョンの製作工程では、より製品の精度を上げるため、更に細かな確認項目を追加し、より多くの手間を惜しげなく掛けています。
その製作過程を、ビデオにまとめ、先日弊社の YouTube チャンネルで公開を開始しました。
今回は、このビデオに沿って、各製作工程の補足説明をメインに、「Ver.1.5」に進化した、最新の Tartaruga Type SPORT が、どの様に製作されているかについて、お話いたします。
Tartaruga Type SPORT – How it’s made
「Tartaruga Type SPORT は、どの様に造られるのか」と題したこのビデオは、前回の生産時に撮影を行ったビデオ素材を、まとめたものです。
先ずは、こちらの画像をクリックいただき、ビデオをご覧ください。
(3分ほどのビデオです。)

3D CAD DATA
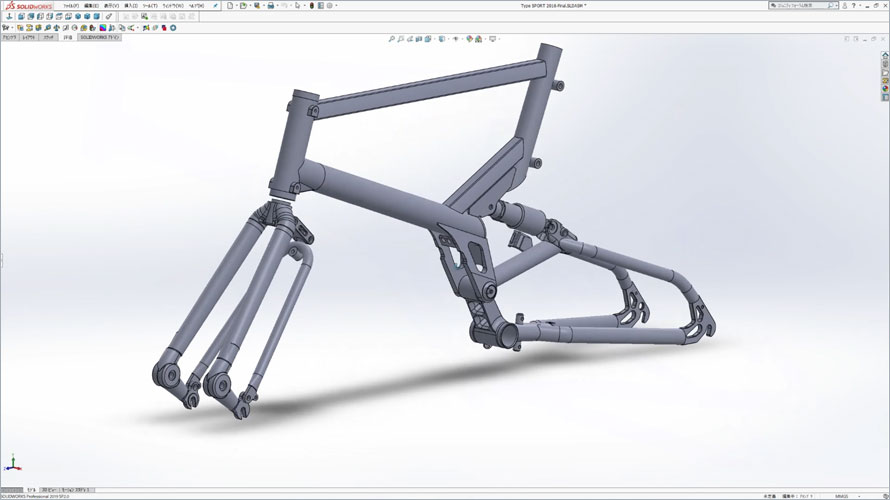 最初のカットは、「Ver.1.5」の全てのベースとなった、私が制作した3D CAD の3次元モデルデータです。
最初のカットは、「Ver.1.5」の全てのベースとなった、私が制作した3D CAD の3次元モデルデータです。
3D CAD シミュレーション
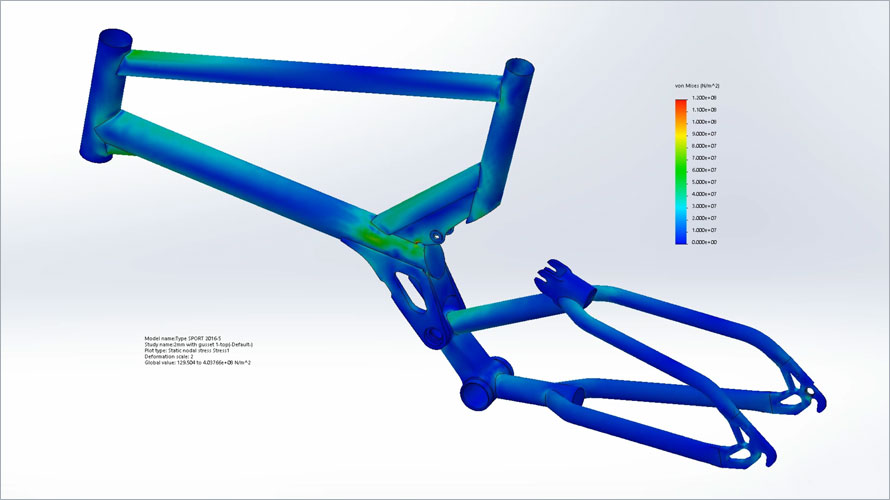 次のカットは、上記3次元モデルデータを使用して、コンピューター上で強度解析のシミュレーションを行い、その結果を3Dアニメーションに書き出したものです。
次のカットは、上記3次元モデルデータを使用して、コンピューター上で強度解析のシミュレーションを行い、その結果を3Dアニメーションに書き出したものです。
どこに、どの様な力が掛かるのかを把握して、それらの力が、出来るだけ一点に集中しないようになるまで、形状変更等を繰り返し、設計を詰めてきます。
 ビデオにはありませんが、最終的な設計が決まったら、実際に量産と同じ素材を使ってフレームを製作して、幾つかの強度試験を強度試験機に掛けて行い、全ての試験に合格して初めて、最終デザイン決定となります。
ビデオにはありませんが、最終的な設計が決まったら、実際に量産と同じ素材を使ってフレームを製作して、幾つかの強度試験を強度試験機に掛けて行い、全ての試験に合格して初めて、最終デザイン決定となります。
各素材の製作
 先ず、フレームに使用する各パイプ素材のカットや曲げ加工、アルミブロックから、CNCマシンでパーツの削り出しなど、各素材の製作を行い、表面の油分を完全に洗浄後、乾かします。
先ず、フレームに使用する各パイプ素材のカットや曲げ加工、アルミブロックから、CNCマシンでパーツの削り出しなど、各素材の製作を行い、表面の油分を完全に洗浄後、乾かします。
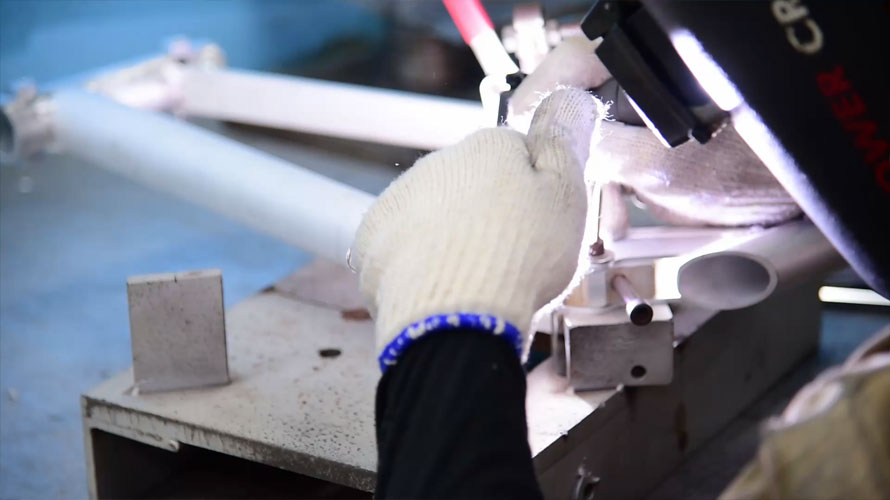
スモールパーツのロウ付け
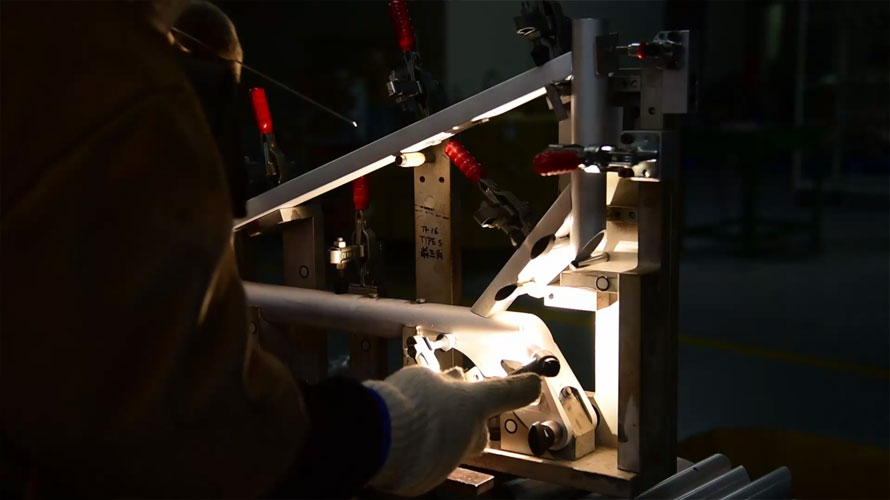
 準備を終えた各素材に対して、ヘッドチューブ両サイドのアクセサリーボスや、ボトルケージ用の取付けナット等を、ブレーブ溶接という方法でロウ付けしていきます。
準備を終えた各素材に対して、ヘッドチューブ両サイドのアクセサリーボスや、ボトルケージ用の取付けナット等を、ブレーブ溶接という方法でロウ付けしていきます。
熟練のワーカーが、両サイドから同じ条件で素材と溶接棒を溶かし入れていく必要があります。
ヘッドチューブ両サイドのアクセサリーボスの溶接には、水平性、垂直性が求められるため、専用の治具を製作して、一点一点、治具にセットした上で、溶接を進めていきます。
メインフレームのスポット溶接
 メインフレーム用の各素材を、「Ver.1.5」から新規製作された専用治具にセットしていき、スポット溶接(点付け溶接)による仮止め作業を行います。
メインフレーム用の各素材を、「Ver.1.5」から新規製作された専用治具にセットしていき、スポット溶接(点付け溶接)による仮止め作業を行います。
セット作業自体にも手順があり、各フレーム素材が確実に治具にセットされて、カット面同士がしっかりと密着するよう、ラバーハンマーや圧着レバーを駆使して、セットしていきます。
以前使用していた、テーブルタイプの汎用治具では、治具にセットした状態では、裏面のスポット溶接が一部出来なかったため、ジグから一度外してから、スポット溶接を行う必要がありましたが、新型治具では治具にセットした状態で、全ての方向からスポット溶接ができる形状に進化しています。
メインフレームのスポット溶接は、2つの行程に分かれています。
メインフレームの基本となる形状を先ず製作し、その後リアサスペンションを取付ける両サイドのプレート等、補助的なパーツを付け加えていきます。
上記、両サイドのプレートに隠される、メインフレームのつなぎ目など、後から付ける補助的なパーツが付くと、本溶接ができなくなってしまう箇所が出てくるためです。
メインフレーム一部先行本溶接
 上記、後から付ける補助的なパーツが付くと、本溶接ができなくなってしまう箇所を、それらの部分だけ先に、本溶接を行います。
上記、後から付ける補助的なパーツが付くと、本溶接ができなくなってしまう箇所を、それらの部分だけ先に、本溶接を行います。
メインフレーム1次スポット溶接後のアライメント
 「一部先行本溶接」を行った後、一度アライメントを行い、ここまでに発生した溶接による変形を、修正します。
「一部先行本溶接」を行った後、一度アライメントを行い、ここまでに発生した溶接による変形を、修正します。
アルミ素材同士の溶接を行うと、必ず溶接による変形が発生します。
アルミフレーム作りは、この「溶接による変形との戦い」といっても、過言ではありません。
生産工程においては、この変形自体をできる限り抑えるために、溶接手順や、冶具へのセッティング方法などを工夫して、変形を最小限に留める努力はしますが、それでも必ず変形は起こります。
この変形を、補正するために行う修正を、「アライメント」と呼びます。
フレームのアライメントは、通常「アライメントテーブル」と呼ばれる、部厚い鉄製の水平なテーブルにフレームをセットして、テーブルの水平面を基準に、フレームのセンターラインに対して、各部が水平、垂直になる様、「アライメント」を行っていきます。
更にスポット溶接で、パーツの仮止め
 アライメントを行ったフレームに対して、リアサスペンションを取付ける両サイドのプレート、シートチューブ後部のリアキャリアー取付け用のダボパーツ等を、更にスポット溶接していきます。
アライメントを行ったフレームに対して、リアサスペンションを取付ける両サイドのプレート、シートチューブ後部のリアキャリアー取付け用のダボパーツ等を、更にスポット溶接していきます。
スポット溶接終了後の再アライメント
 全てのスポット溶接終了後、追加でスポット溶接したパーツが、水平、垂直になる様、2度目の「アライメント」を行います。
全てのスポット溶接終了後、追加でスポット溶接したパーツが、水平、垂直になる様、2度目の「アライメント」を行います。
メインフレーム本溶接前のスペーサー取付け
 メインフレームとリアフレームの接合部になる、メインピボット(軸穴)の幅等、本溶接時の変形により寸法が変わらないよう、鉄製のスペーサーを入れ、ボルトとナットで固定します。
メインフレームとリアフレームの接合部になる、メインピボット(軸穴)の幅等、本溶接時の変形により寸法が変わらないよう、鉄製のスペーサーを入れ、ボルトとナットで固定します。
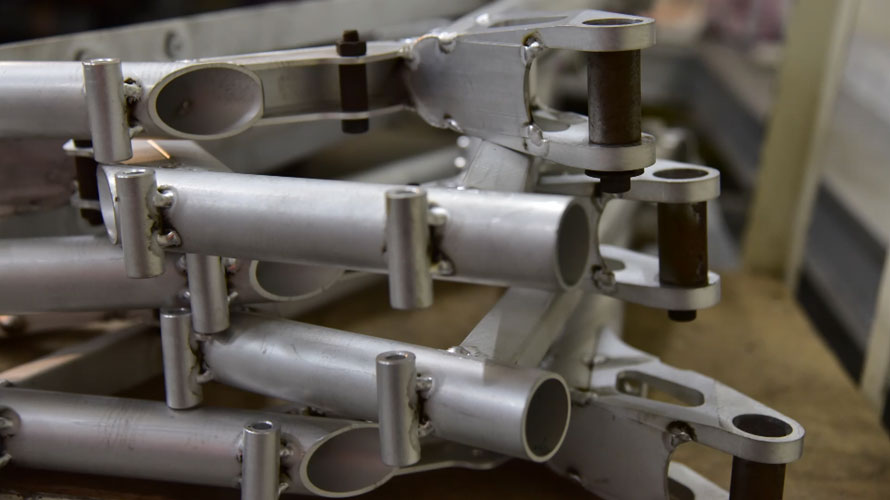
メインフレーム本溶接
 熟練の溶接工により、メインフレーム本溶接を行います。
熟練の溶接工により、メインフレーム本溶接を行います。
本溶接では、どこから、どの順番で溶接を行っていくか、決まった手順があり、溶接による変形を最小限に留めています。
 その結果、図面と比較しても、ほぼ完璧に一致するフレームが、出来上がっていることをご確認いただけるのではないでしょうか。
その結果、図面と比較しても、ほぼ完璧に一致するフレームが、出来上がっていることをご確認いただけるのではないでしょうか。
一見簡単そうに思えますが、ここまで溶接を施したアルミフレームで、この様なレベルの製品を製作する事は、とても難しい事なのです。
つづく
-
前の記事

Tartaruga Type SPORT DX 2020.01.07
-
次の記事

Tartaruga Type SPORT は どの様に造られるのか その2 2020.01.21